This Tool Tip features useful tips on circle interpolation. Check out our Tool Tip below for recommendations on effective feed rates and chip thinning with circle interpolation.
When circle interpolating it is important to understand proper feed rates to control the chip thickness at the cutting edge. It is important to understand proper ways to control the cutting temperatures in the cut zone simply by
maintaining effective radial engagement and controlling the feed rate at the cutting edge.
Chip thinning occurs at the cutting edge, which is important to remember when maintaining effective feed rates at the cutting edge. The calculator for the profile calculation cannot be used as the tool is generating an inside radius and the chip thickness is thicker than the standard profile feed rate.
Example – 4 Fl. x.500” Diam. x .020” Radial Depth of Cut (RPM 3820 / 62.6 IPM)
Programmed Feed Rate:
Tool is Advancing .0041" IPT
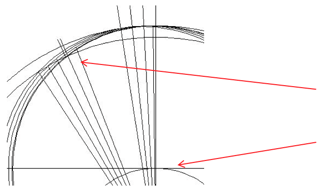
Effective Chip Thinning for Circle Inter:
The programmed feed rate is generating a small circumference when compared to the Actual Feed Rate at the Cutting Edge. In the example the circle required to generate the .79" finished diameter with a 1/2" diameter tool is .290" diameter. The circumference is .911" and it will take less than one minute to generate the hole at 62.6 IPM.
Same conditions as calculated for a straight profile.
.0064" IPT at the center line = .0025" at the cutting edge = 97.5 IPM